 Škola šperku
Škola šperku
©2022 školašperku.cz :)
Technologie pájení ve šperkařství
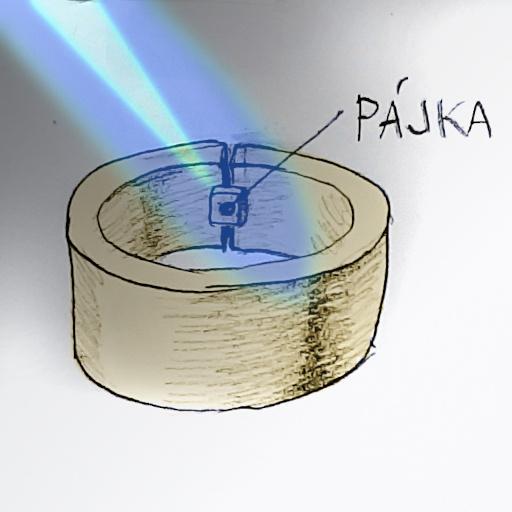
Spojování jednotlivých kovových částí šperku pomocí pájky

Jako pájka slouží, slitina která je vlastnostmi a vzhledem shodná s materiálem šperku, ale její bod tání je přibližně o 100˚C nižší než tání spojovaného kovu.
V průběhu pájení rozpálený kov podléhá silné oxidaci, které je potřeba v místě spoje zamezit. Oxidaci bránící prostředek je např. Borax (tetraboritan sodný). Je to bílá krystalická látka rozpustná ve vodě, která roztaje dříve než pájka a vytváří na povrchu kovu sklovitý ochraný povlak bránící přístupu kyslíku k rozpálenému kovu.
Jako zdroj tepla se používá plynový hořák nejčastěji propanbutanový nebo na zemní plyn.
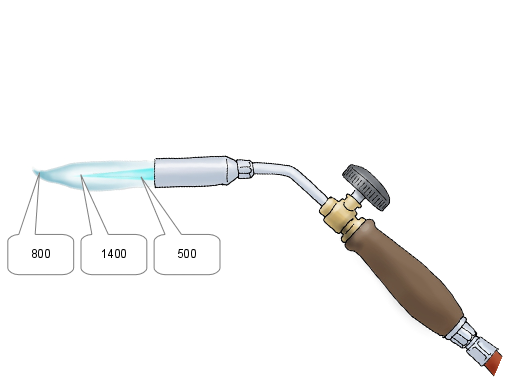
Pájení ( stříbra, zlata ) se odehrává při poměrně vysokých teplotách okolo 800 ~ 1200˚C. Procesu se říká tvrdé pájení oproti měkkému pájení pomocí cínu a olova při výrazně nižších teplotách 300 ~ 500˚C. Pájení měkké, cínování má specifická rizika a výrazně menší pecnost. Používá se jen v technologicky odůvodněných případech.
Přesně přiléhající díly šperku se pájí snadno, ale pokud mají spoje mezery pájka je překlenuje neochotně.
Po pájení je potřeba je potřeba se zbavit vrstev okují (oxidu) a přetaveného boraraxu. K tomu se nejčastěji používá mírně ohřívaná lázeň, slabý roztok kyseliny sírové 4 ~ 40%